東岳機械股份有限公司集多年加氣混凝土生產線設備制造經驗,經大量革新和優化,生產年產5-30萬立方的加氣混凝土生產線設備。
東岳機械股份有限公司加氣混凝土工藝經歷引進,改造。這一代加氣混凝土生產線設備,已經出口至印尼雅加達、越南河內、印度古吉拉特邦。
序號 | 名稱 | 單位 | 指標 | 備注 |
1 | 生產能力 | 萬m3/年 | 10-30 | 年產 |
2 | 坯體尺寸 | M | 6×1.2×0.6 | 凈 |
3 | 切割模數 | mm | 5/10 | 縱切、橫切 |
4 | 切割精度 | mm | ±3±1.5±1.5 | 長、寬、高 |
5 | 生產周期 | min/模 | 6 | |
6 | 切割主機質量 | t |
| 縱切/橫切 |
7 | 切割主機裝機容量 | kw | 12.9 | 包括液壓站 |
1、原料加工處理:吸收波蘭“烏尼伯爾”技術,深度磨細生石灰、水泥、石膏、骨料(砂或粉煤灰),使細度達到比表面積4000厘米2/克以上,促使更多的活性成分參加反應,提高蒸壓加氣混凝土制品的強度,而且由于深度磨細,原料配制的料漿更加富有粘度,對澆注的穩定性更加有利。
2、PLC自動配料系統:該自動配料控制系統,其操作簡單、界面清晰、智能化程度高且性能穩定可靠,系統配置簡單。
蒸壓加氣混凝土主要由石灰、水泥、石膏、鋁粉、粉煤灰組成,石灰、水泥為膠合劑,石膏為硬化劑,鋁粉為發氣劑,經微機控制按一定比例配料,攪拌罐開啟以后經過一定時間自動放料,當灰漿放料完畢發出空倉信號以后,輸送鉸刀運行,同時鋁粉攪拌啟動,經過一定時間,如果攪拌罐溫度達到要求后,石灰和水泥將自動放料,當石灰和水泥放料完畢發出空倉信號,經過一段時間輸送鉸刀停止運行,再經過一定時間,鋁粉攪拌自動運行同時鋁粉自動下料,再經過一段時間,攪拌機自動停止,并開始澆注,到此一個工作過程結束,系統等待下一個工作指令。計量罐的加料(從大倉內向計量罐加料)和放料是互鎖的,只有加料完畢后方能放料,同時放料過程中是禁止加料的。
3、澆注工藝:采用固定澆注,模具移動到澆注攪拌機下方,接受澆注后,自動進入能夠控制濕度和溫度的養護室,加速胚體的硬化。
該工序配置我公司自主研發的澆注攪拌機,此條澆注攪拌機由攪拌筒和澆注臂兩大部件組成。澆注臂采用伸縮式結構,減少澆注時氣泡產生,攪拌筒體為圓柱形,由電動機、攪拌軸、攪拌葉組成,澆注口落料由氣動蝶閥控制。保證了澆注穩定性,乃至提高了加氣塊產量,穩定了質量,有效降低了成品成本。
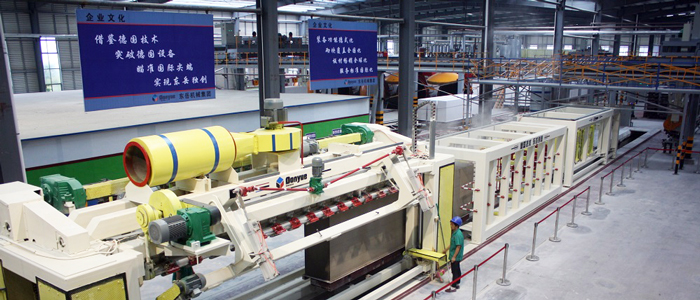
4、切割系統:切割機是蒸壓加氣混凝土設備生產線中核心設備,是加氣混凝土制品的中心環節,也是歷來東岳技術中心研究改進的重點。
傳統切割機采用振動切割裝置進行切割,雖然提高了勞動效率,但是其操作***雜,切割誤差大成為其推廣應用的一大弊端。東岳技術研發中心,在吸收傳統切割機基礎之上,成功設計出一種新型切割機組。主要技術參考德國威漢技術,主要的減速器、控制元件采用國內、國際品牌產品以確保產品穩定性。橫切鋼絲采用氣缸漲緊,框架擺動,提高鋼絲的使用壽命及制品的精度。其優勢是切割臺為移動式,放入胚體及橫切在一個位置上進行,當胚體移動到下個位置時,縱向及水平向切割即可完成。這種新型鏈式切割機自動化程度高,操作方便,切割周期短,切割鋼絲一次通過坯體,切割尺寸精確。極大縮短了現有生產周期,提高了勞動生產率。
5、蒸壓養護系統:此工序蒸壓釜的選取正確與否,不僅關系到制品性能的好壞,也關系到生產效率的高低和能源的消耗。



加氣混凝土生產線設備
聯系電話:0539-3628888
公司傳真:0539-3803888
公司地址:山東省臨忻市沂南縣磚埠鎮東岳機械股份有限公司